
Step 1:
Débourser l'ensemble complet de la mèche en pierre monte le nouveaupierre de broyage
Step 2:
Sortez la lame usée et montez le nouveaulame de tranche.
Step 3:
Installez l'ensemble de pierre de meulage, déconnectez l'alimentation d'air sur le cylindre d'air pour la pierre de broyage pour vous assurer qu'il n'y a pas de pression appliquée sur lepierre de broyage.
Step 4:
La main pousse les deux arbres sur le cylindre d'air pour permettre à la pierre de broyage de toucher / d'embrasser le bord du couteau des deux côtés.
Step 5:
Utilisez la clé pour vous assurerpierre de broyageLes bords de couteau et de couteau (les deux côtés) s'embrassent. Tourner la main à la main pour vérifier la fracture de contact entre les deux pierres de broyage et les bords du couteau est littéralement la même frottement (pas une pierre serrée, une pierre lâche.). Puis étouffez les vis et les écrous.
Step 6:
Connectez le tuyau d'air sur le cylindre d'air et appliquez une pression de 0,5 à 0,8 kg et vérifiez à nouveau si la pierre de broyage en contact avec le bord du couteau est conforme au dessin suivant indiqué.
La zone de contact du bord du couteau (nouvelle lame) se déroulera entre ½ à ⅓ sur la zone sur lapierre de broyage.

Correction située à ⅓ depierre de moutureet utilisez la main pour pousser le cylindre à air pour toucher la lame à ⅓ Position indiquée selon le dessin. Assurez-vous les deuxroues de broyageDoit être uniformément en contact avec la lame.
Step 7:
Si le bord de la nouvelle lame dépasse ou non dans la plage dupierre de broyage, veuillez répéter et réajuster la pression légèrement plus lourde selon l'étape 4,5,6.
Step 8:
Si la forme de broyage du bord de la lame est devenue comme l'esquisse
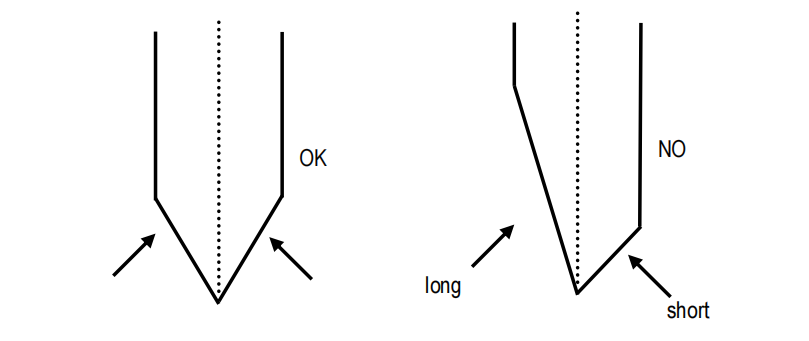
Si le broyage sur les bords des lames ne le n'est pas, la planche ne sera pas propre, ne s'affiche pas et ne provoquera pas non aussi des bourses et des bords de dommage.
Step 9:
La pression d'air recommandée pour l'utilisation est de 0,5 à 0,8 kg. Trop de pression entraînera l'usure rapide des lames.
Step 10:
Sur le système informatique des buteurs de coulisseurs, il est généralement configuré à des compteurs de broyage commun à 300 mètres de tranche, puis broyant lelamependant 6 secondes. L'opérateur doit ajuster la longueur de piéton et le temps durable dépend de la qualité du papier.
Le broyage de la lame pour la bonne qualité de la qualité du papier peut être réglé à 500 mètres, puis broyant 6 secondes. Ou, lelameLe broyage pour la mauvaise qualité du grade de papier peut être réglé à 200 mètres, puis le broyage pendant 10 secondes.
Étape 11:
Lorsque les planches ondulées sont trop douces, ce qui signifie que trop d'humidité contient, colle non séchée, la qualité de la tranche sera impactée et raccourcira également la durée de vie d'utilisation des lames.
Le système de refroidissement à l'huile pour le broyage de la lame est recommandé à un refroidissement pendant 15 secondes par 30 minutes.
Nettoyez toujours la brosse à huile / tampon en laine par l'air comprimé tous les deux jours lorsque la qualité du papier est à 100% de papier de recyclage et du papier de mauvaise qualité pour assurer que l'huile peut être plongée sur les bords de la lame pour refroidir les lames.
Changer le coussin de laine une fois que l'huile de refroidissement ne peut pas être appliquée sur lelame.
L'huile de refroidissement recommandée est de l'huile de lubrification # 30 ou # 40 pour une résistance de 150 ℃ température.

Heure du poste: mars 08-2023



